高温成形プラスチック洗浄剤(開発品) S81 洗浄試験事例
洗浄条件
- 成型機タイプ
- 80t射出成型機
- 先行樹脂
- PPS / 原着色 黒
- 後続樹脂
- 透明PCナチュラル
- 成型機温度条件
- C1:300 C2:330 C3:330 N:330(℃)
- 成型機械条件
- フル計量 スクリュー回転50%
- 射出条件
- 射出速度 50%
- 評価材料
- ① 新規洗浄剤 S81
② 他社品
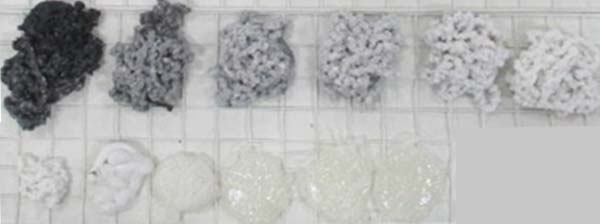
洗浄状況
① 新規洗浄剤 S81
洗浄工程
PPS⇒S81
置換工程
S81⇒PC

② 他社洗浄剤
洗浄工程
PPS⇒他社洗浄剤
置換工程
他社洗浄剤⇒PC

結果
| グレード | 洗浄ショット数 | 洗浄樹脂量 (g) | 置換ショット数 |
|---|---|---|---|
| S81 | 6 | 900 | 6 |
| 他社洗浄剤 | 10 | 1000 | 7 |
高温成形プラスチック洗浄剤 S81/S81G PA66洗浄試験(比較)
洗浄条件
- 成型機タイプ
- 80t射出成型機
- 先行樹脂
- PA66 GF添加 / 原着色 黒
- 後続樹脂
- 透明PCナチュラル
- 成型機温度条件
- C1:295 C2:290 C3:280 N:270(℃)
- 成型機械条件
- フル計量 スクリュー回転50%
- 射出条件
- 射出速度 50%
洗浄状況
新規開発 S81
洗浄工程
※洗浄樹脂量 540g
置換工程
新規開発 S81G
洗浄工程
※洗浄樹脂量 660g
置換工程

結果
| グレード | 洗浄ショット数 | 洗浄樹脂量 (g) | 置換ショット数 |
|---|---|---|---|
| S81 | 6 | 540(90/1shot) | 6(黒排出なし) |
| S81G | 6 | 660(110/1shot) | 6(黒排出なし) |